
Vyjmutí filamentu
Pro vyjmutí tiskové struny (například pro zavedení jiného materiálu pro další tisk) postupujte následovně:
- Zmáčkněte otočné tlačítko pro vyvolání menu.
- Otáčením kolečka vyberte volbu Control a potvrďte stiskem tlačítka.
- V další nabídce zvolte položku Unload filament.
- Tisková hlava se začne zahřívat, následně dojde k extruzi malého množství materiálu a k rychlému povytažení materiálu zpět. To ověříte kontrolou tiskové struny v bowdenu – její konec se bude nacházet zhruba v místě naznačeném na fotce

Uchopte palcem a ukazováčkem jedné ruky zaváděcí mechanismus extruderu způsobem uvedeným na fotce.
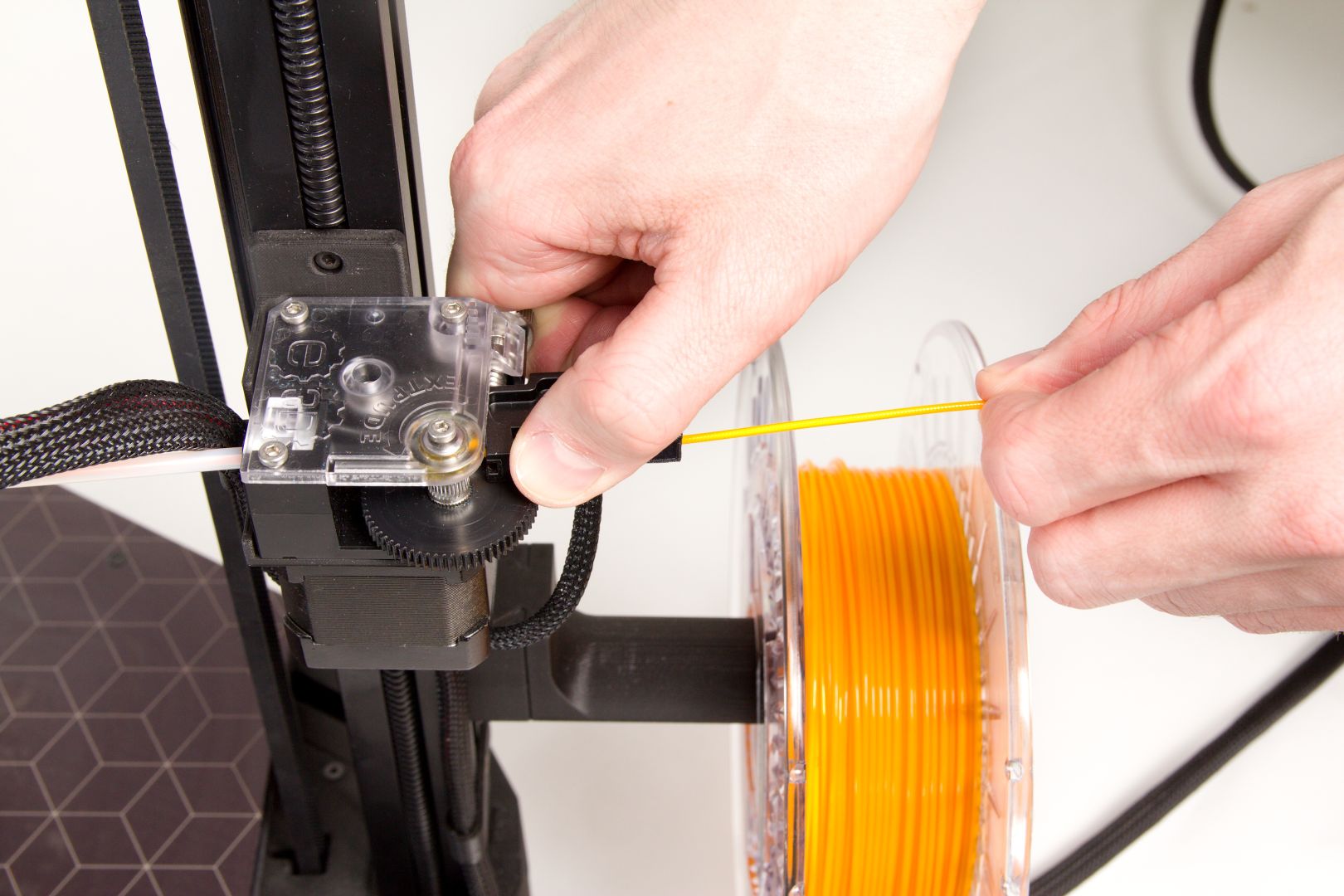
Stistknutím odpruženého zavaděče a současným opakovaným povytažením struny odstraňte strunu z bowdenového vedení. Nezapomeňte strunu průběžně namotávat zpět na cívku.
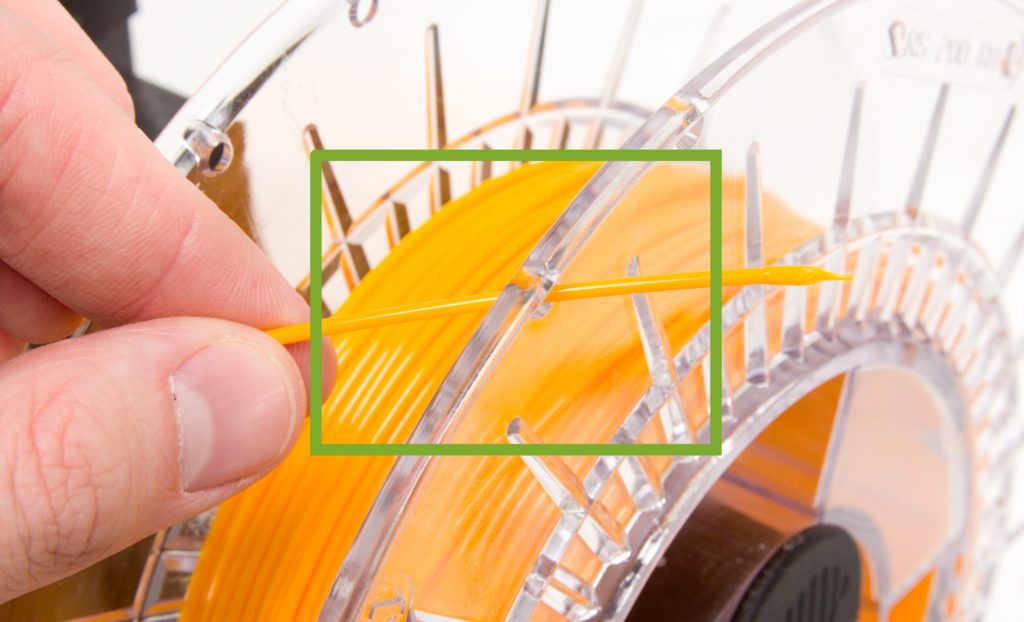
Během celého procesu nesmí dojít k upuštění konce struny. Po vytažení konce struny jej bezpečně umístěte do otvorů v cívce.
Výměna filamentu během tisku
Tento postup slouží ke změně tiskové struny během probíhajícího tisku.
- Během tisku zmáčkněte otočné tlačítko pro vyvolání menu.
- Otáčením kolečka vyberte volbu Change filament a potvrďte stiskem tlačítka.
- V další nabídce zvolte položku Unload filament.
- Tiskárna po zmáčknutí tlačítka odjede do bezpečné vzdálenosti nad model a zahájí vyjmutí filamentu (postupujte podle návodu Vyjmutí filamentu).
- Zaveďte nový materiál dle postupu popsaného v kapitole Zavedení filamentu s tím rozdílem, že filament zavedete do bowdenového vedení v plné délce až po tiskovou hlavu. Strunu tedy vsunujte až do prvního odporu (struna dorazila do trysky).
- Nyní použijte ovládací kolečko tiskárny a rotací proti směru hodinových ručiček propláchněte novým materiálem trysku.
- Stiskněte otočné tlačítko, tiskárna bude pokračovat v tisku. Během sjíždění tiskové hlavy zpátky k modelu odtrhněte filament extrudovaný během výměny. Tímto postupem zajistíte, že tento filament neznečistí model.
Chybějící filament a zavedení nového
Během tisku může dojít k situaci, že sensor filamentu zaznamená konec tiskové struny. V takovém případě dojde k pozastavení tisku, tisková hlava odjede od modelu a přichystá filament na výměnu, podobně jako v návodu pro Vyjmutí filamentu. S tím rozdílem, že tisková hlava se začne ochlazovat.
- Vytáhněte zbytek původní struny podle návodu Vyjmutí filamentu.
- Nyní potvrďte stisknutím otočného kolečka, že tiskárna může znovu nahřát trysku.
- Manuálně zaveďte novou strunu způsobem popsaným v druhé části postupu Výměna filamentu během tisku (strunu zaveďte na první náznak odporu do tiskové hlavy).
- Podobně jako u Výměny filamentu propláchněte točením kolečka proti směru hodinových ručiček trysku novým filamentem.
- Stiskněte otočné kolečko, tisk bude pokračovat. Stejně jako u Výměny filamentu prudkým pohybem odtrhněte během sjíždění hlavy k modelu extrudovaný filament.
Kalibrace první vrstvy
Správně nastavená a vyladěná první vrstva je jedním z klíčů pro úspěšný tisk. Abychom vám co nejvíce zjednodušili její nastavování v běžném provozu, vybavili jsme naše tiskárny sondou pro automatickou kalibraci a vyrovnání první vrstvy (autoleveling). Sonda reaguje bezkontaktně a velmi přesně na přítomnost kovu. Jelikož tisková podložka je z masivního plátu hliníku, je pro toto využití ideální.
Aby mohla funkce automatické kalibrace a autolevelingu správně fungovat, je nutné, aby tiskárna měla informaci o přesné vzdálenosti špičky trysky od podložky v momentu, kdy sonda sepne. Tato vzdálenost se nazývá “Z probe height” a zůstává neměnná, dokud nepohneme indukční sondou, např během údržby, nebo tryskou, např. při její výměně.
Kalibrace “Z probe height” vzdálenosti – kompletní postup
- Ujistěte se, že v tiskové hlavě je zaveden PLA materiál a že tisková hlava je zchlazená.
- Připravte podložku pro tisk dle sekce Příprava podložky.
- Stiskněte ovládací kolečko a v menu se přesuňte na položku Control, kde opět zmáčkněte tlačítko pro vstup do podmenu.
- V menu Control se ujistěte, že hodnota Z probe hgt. je vynulovaná. Pokud není, zmáčknutím otočného tlačítka a následným otáčením hodnotu vynulujte a potvrďte.
- V menu Control -> Service menu zvolte Z home calib, tiskárna nahřeje tiskovou podložku a provede její kalibraci.
- Z SD karty spusťte tisk soubour DQL_50x50mm_plate.gcode (začátek názvu se bude lišit dle konfigurace vaší tiskárny, viz Vysvětlení používaných zkratek).
- Tiskárna provede postup autolevelingu, zahřeje trysku a začne běžnou čistící proceduru v přední části podložky. Všimněte si, že tryska vytlačuje materiál poměrně vysoko nad podložkou.
- Jakmile se tryska začne pohybovat, můžete po stisknutí otočného kolečka najít v menu položku Z Baby stepping a zde manuálně pohybovat tryskou v ose Z v reálném čase otáčením kolečka. Negativní hodnota Z Baby stepping posune trysku blíže podložce, kladná hodnota pak znamená posun dále od podložky. V tuto chvílí trysku posunujte blíže k podložce.
- Vizuální kontrolou oveřujte aktuální polohu trysky a Z Baby stepping hodnotu upravujte, dokud nebude výška první vrstvy optimální. Řiďte se přitom dle následujícího obrázku. Ke zjištění optimální hodnoty máte dostatek času, než se dokončí první vrstva. Pokud to nestihnete, nic se neděje. Jednoduše zastavte tisk pomocí tlačítka reset, očistíte podložku a začněte od začátku.
- Poznamenejte si aktuální hodnotu Z Baby stepping, pro příklad tohoto postupu byla v našem případě -0.78mm (vaše hodnota bude odlišná). Každopádně by však měla být záporná.
- Pomocí tlačítka reset tisk zastavte, nemusíte čekat na jeho dokončení.
- V podmenu Control zvolte Z probe hgt. a upravte hodnotu následujícím způsobem – pokud v kroku 9) vyšla jako optimální hodnota -0.78mm, nastavte Z probe hgt. na +0.78mm. Jde pouze o otočení znaménka, hodnota zůstává stejná. Potvrzením se hodnota uloží.
- V podmenu Control -> Service menu zvolte Z home calib, tiskárna nahřeje tiskovou podložku a provede její kalibraci.
- Gratulujeme, právě jste dokončili kalibraci vzdálenosti Z probe height.
- Nyní můžete znova z SD karty spustit soubor 50x50mm_plate.gcode a vizuálně ověřit, že je kalibrace v pořádku.
Kalibrace “Z probe height” vzdálenosti – úprava stávající hodnoty
Tip: Nejjednodušší postup je hodnotu Z probe hgt vynulovat a postupovat od návodu viz výše
- Ujistěte se, že v tiskové hlavě je zaveden PLA materiál a že tisková hlava je schlazena.
- Připravte podložku pro tisk dle sekce Příprava podložky.
- V menu Control najděte položku Z probe hgt. a poznamenejte si její výchozí hodnotu. Pro účel tohoto postupu použijeme výchozí hodnotu 0.78mm, vaše hodnota se bude lišit.
- V menu Control -> Service menu zvolte Z home calib, tiskárna nahřeje tiskovou podložku a provede její kalibraci.
- Z SD karty spusťte tisk soubour DQL_50x50mm_plate.gcode (začátek názvu se bude lišit dle konfigurace vaší tiskárny, viz Vysvětlení používaných zkratek).
- Tiskárna provede postup autolevelingu, zahřeje trysku a začne běžnou čistící proceduru v přední části podložky. Všimněte si, že tryska vytlačuje materiál poměrně vysoko nad podložkou.
- Jakmile se tryska začne pohybovat, můžete v menu -> Z Baby stepping manuálně pohybovat tryskou v ose Z v reálném čase. Negativní hodnota Z Baby stepping posune trysku blíže podložce, kladná hodnota pak znamená posun dále od podložky. V tuto chvílí trysku posunujte blíže k podložce.
- Vizuální kontrolou ověřujte aktuální polohu trysky a Z Baby stepping hodnotu upravujte, dokud nebude výška první vrstvy optimální, opět se řiďte obrázkem. Ke zjištění optimální hodnoty máte dostatek času, než se dokončí první vrstva. Pokud to nestihnete, nic se neděje. Jednoduše zastavte tisk pomocí tlačítka reset, očistíte podložku a začněte od začátku.
- Poznamenejte si aktuální hodnotu Z Baby stepping, kterou jste použili pro úpravu. Pro příklad tohoto postupu byla v našem případě první vrstva příliš nízko a bylo tedy potřeba ji zvýšit a v Z Baby stepping jsme nastavili +0.16mm (vaše hodnota bude odlišná).
- Pomocí tlačítka reset tisk zastavte ještě než se dokončí první vrstva.
- V menu Control zvolte Home All, tisková hlava odjede do home pozice.
- V menu Control zvolte Z probe hgt. a upravte hodnotu následujícím způsobem:
- Výchozí hodnota – (naměřená hodnota) = nová hodnota, tedy
- 0.78mm – (+0.16mm) = 0.78 – 0.16 = 0.62mm
- novou hodnotu potvrzením uložte
- V menu Control -> Service menu zvolte Z home calib, tiskárna nahřeje tiskovou podložku a provede její kalibraci.
- Gratulujeme, právě jste dokončili úpravu kalibrace vzdálenosti Z probe height.
- Nyní můžete znovu z SD karty spustit soubor 50x50mm_plate.gcode a vizuálně ověřit, že je kalibrace v pořádku.
TIP: Pokud během úpravy zjistíte, že první vrstva je příliš vysoká a je třeba ji tedy snížit a hodnota Z baby stepping by byla např -0.12mm, postup pro úpravu by byl následující:
Výchozí hodnota – (naměřená hodnota) = nová hodnota, tedy 0.78mm – (-0.12mm) = 0.78 + 0.12 = 0.9mm
Novou hodnotu potvrzením uložte a dále postupujte dle kroků výše.
Výměna trysky
Pro výměnu trysky následujte tento postup:
- Sundejte modrý silikonový návlek. Dejte pozor na vodiče vedoucí z hliníkového bloku (heatblocku).
- Proveďte Vyjmutí filamentu. Zbytek postupu je prováděn se zahřátou tryskou.
- Uchopte do kleští (nejsou součástí dodávky) hliníkovou kostku (heatblock) tak, aby byla pevně fixována.
- Dodaným momentovým klíčem povolte trysku (točením proti směru hodinových ručiček).
- Stejným klíčem našroubujte novou trysku do hliníkové kostky (tu opět přidržte v kleštích). Trysku utáhněte momentovým klíčem, dokud neprocvakne.
- Proveďte reset tiskárny nebo zchlazení pomocí menu.
- Vraťte na tiskovou hlavu silikonový návlek.
- Stiskněte ovládací tlačítko a z měnu vyberte položku Control.
- V tomto menu vyberte položku Service menu.
- Zde vyberte opět stisknutím tlačítka volbu PID tuning.
- Tiskárna provede teplotní test, kdy bude opakovaně nahřívat trysku v rozmezí 200°C až 210°C pro kalibraci vyhřívání trysky. Po ukončení testu se tisková hlava sama ochladí.
Přemísťování tiskárny
Tiskárnu lze díky pevné konstrukci přenášet a převážet. Vždy při tom zabezpečte pásy proti posunu třemi plastovými úchyty (viz kapitola Kroky nutné po umístění tiskárny). Po přenesení tiskárny a jejím vybalení (dle kroků v tomto manuálu) nezapomeňte vždy provést kalibraci osy Z (kapitola Kalibrace svislé osy Z).
Zpět: Váš první tisk
Další: Řešení obvyklých problémů