
- Filament protéká tryskou jen velice málo
- Filament neprotéká tryskou (tryska je ucpaná)
- Filament je v podavači extruderu ohoblován
- Filament protéká nad topným blokem
- Hotend je pootočený
- Jak vytáhnout bowden z Titan extruderu
- Jak vytáhnout bowden z tiskové hlavy
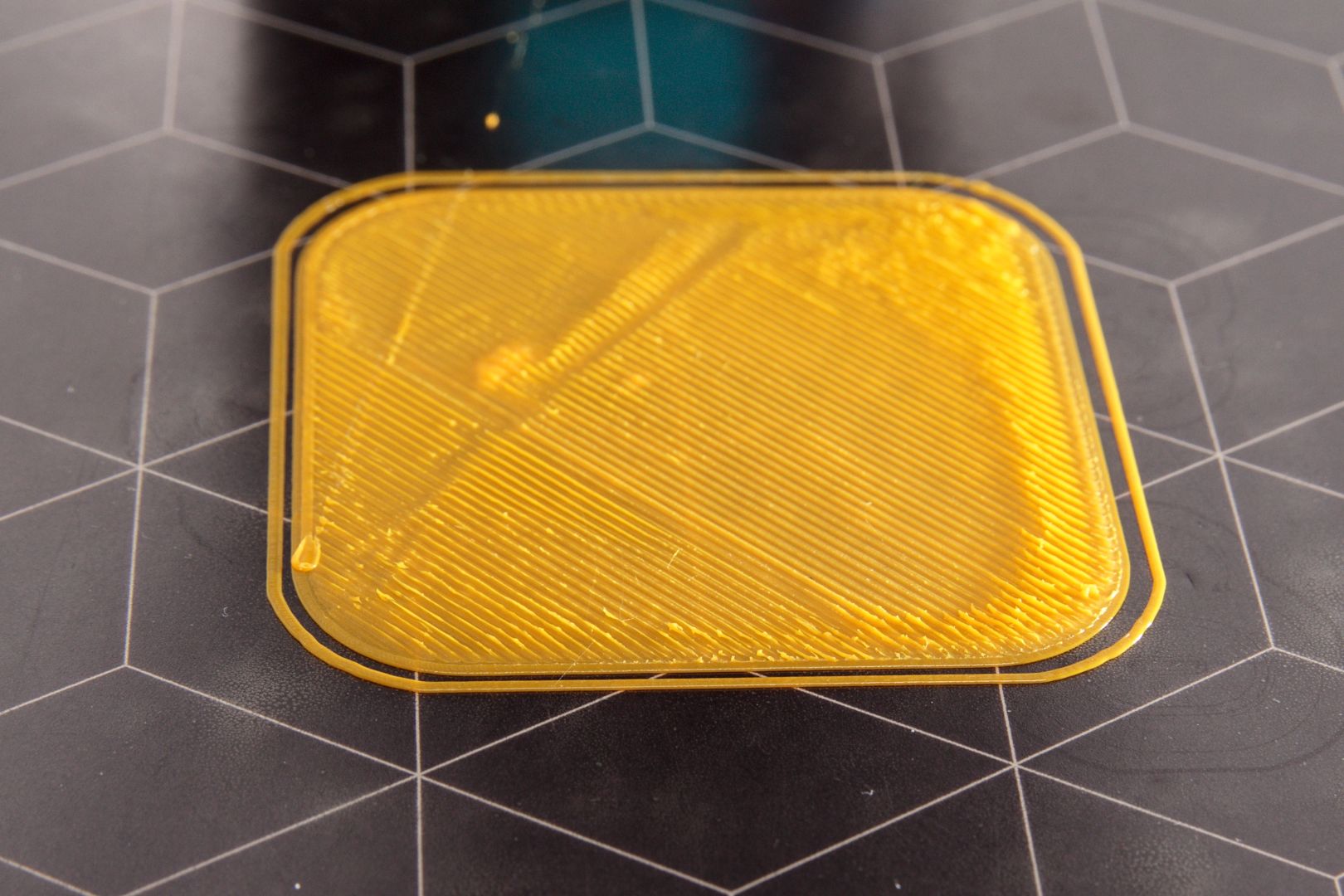
- První vrstva má příliš nízkou přilnavost
- Na podložce se vyskytují bubliny nebo světlá místa
- Poškozený povrch podložky
- Tisk se zastavil a hlásí Check filament
- Zastavení tiskárny během tisku (např. špatný model)
Filament protéká tryskou jen velice málo
Jedná se o částečně ucpanou trysku. Lze ji vyčistit metodou cold pull. Metoda využívá částečného ztuhnutí filamentu v trysce, který s sebou po vytažení odstraní i nalepené nečistoty.
- Připravte si štípací kleště, cca 50 cm PLA struny a stahovací pásky (např. 2.5 x 100 mm). TIP: pro tento postup se lépe hodí světlý filament, lépe v něm uvidíte případné nečistoty pro účel kontroly.
- Proveďte Vyjmutí filamentu.
- Kleštěmi odstraňte stahovací pásky, které drží teflonový bowden u kabelu vedoucího do tiskové hlavy.
- Vyjměte bowden z tiskové hlavy dle postupu popsaného v sekci Jak vytáhnout bowden z tiskové hlavy.
- Zahřejte trysku na teplotu 210 °C (Menu > Extruder > Temp. 1).
- Ustřihněte si cca 50 cm PLA filamentu, zastřihněte jeho konec pod úhlem 45° a narovnejte posledních 10 cm.
- Jakmile teplota trysky dosáhne 210 °C, zasuňte zastřižený kus filamentu do tiskové hlavy. Z trysky by měl začít vycházet roztavený filament. Alespoň částečně snižte teplotu trysky v extruderu (Menu > Extruder > Temp. 1) na 90 ° a dále protlačujte filament (stačí udržovat lehký tlak).
- Až teplota klesne na cca 160°C, přestaňte tlačit a nechte trysku zchladnout na 90°C. V tomto okamžiku je filament v trysce relativně ztuhlý, stále však lehce plastický. Nenechávejte filament v trysce při této teplotě déle než je nutné a ihned pokračujte dále.
- Filament uchopte za volný konec a rychlým pohybem ho vytáhněte ven.
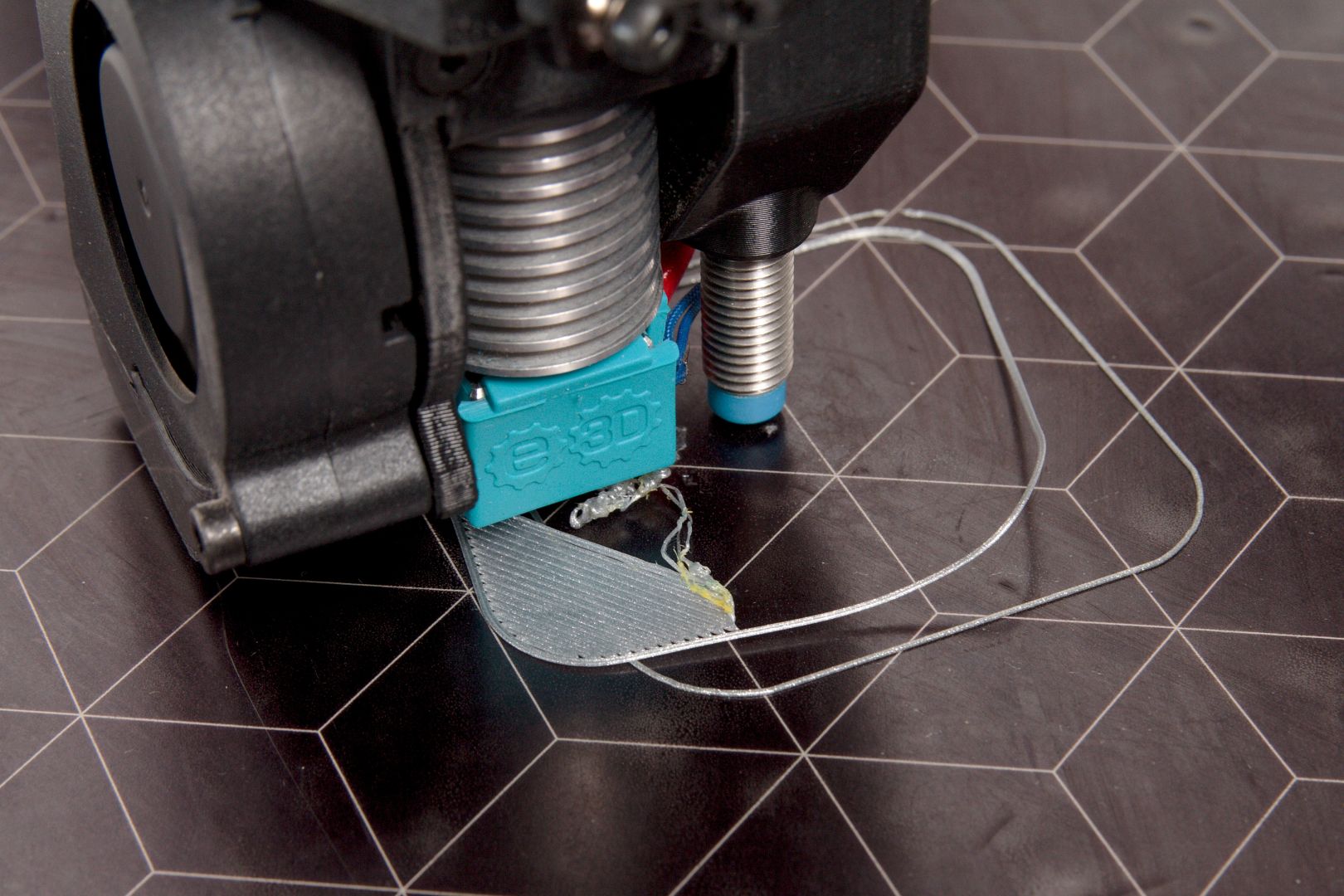
- Zkontrolujte část filamentu, kterou jste vytáhli z trysky. Pokud je postup proveden správně, na konci vytaženého filamentu mohou být viditelné kousky nečistot z trysky. Je také patrný otisk vnitřního tvaru trysky.
- Pohledem shora je možné zkontrolovat, zda je tryska průchodná – pokud se postup podaří, je vidět skrz trysku.
- Pro optimální účinnost doporučujeme celý postup čištění trysky opakovat.
- Ve chvíli, kdy je tryska průchodná, zasunete bowden – tentokrát už bez manipulace s jistícím kroužkem – zpět na své místo. Ujistěte se, že je zasunutý zcela.
- ovými stahovacími páskami uchytíte bowden na původní místa, kde byly umístěny.
Filament neprotéká tryskou (tryska je ucpaná)
V případě, že tryskou neprotéká vůbec žádný filament, vyměňte trysku dle postupu Výměna trysky.
Filament je v podavači extruderu ohoblován

Pokud nedochází při pohybu extruderu k posunování filamentu směrem k tiskové hlavě, jedná se pravděpodobně o nesprávně nastavený přítlak extruderu či ucpanou trysku. Problém může být doprovázen klapáním a v okolí podávacího kolečka extruderu se objeví ohoblovaný filament. Pročistěte a nebo vyměňte trysku.
Filament protéká nad topným blokem
Je potřeba utěsnit sestavu topného bloku a trysky. Postupujte následovně:
- Imbusovým klíčem 2 mm povolte 2 šrouby, které drží chladič.
- Povolte 4 šrouby držící tiskovou hlavu.
- Vytáhněte hot end (tryska+topný blok+chladič) z tiskárny.
- Rukou dotáhněte chladič proti hliníkovému bloku. Věnujte při tom pozornost drátům vedoucím z bloku.
- Po dotažení vraťte hot end zpátky do tiskové hlavy.
- Vraťte zpět šrouby držící tiskovou hlavu a chladič.
Hotend je pootočený
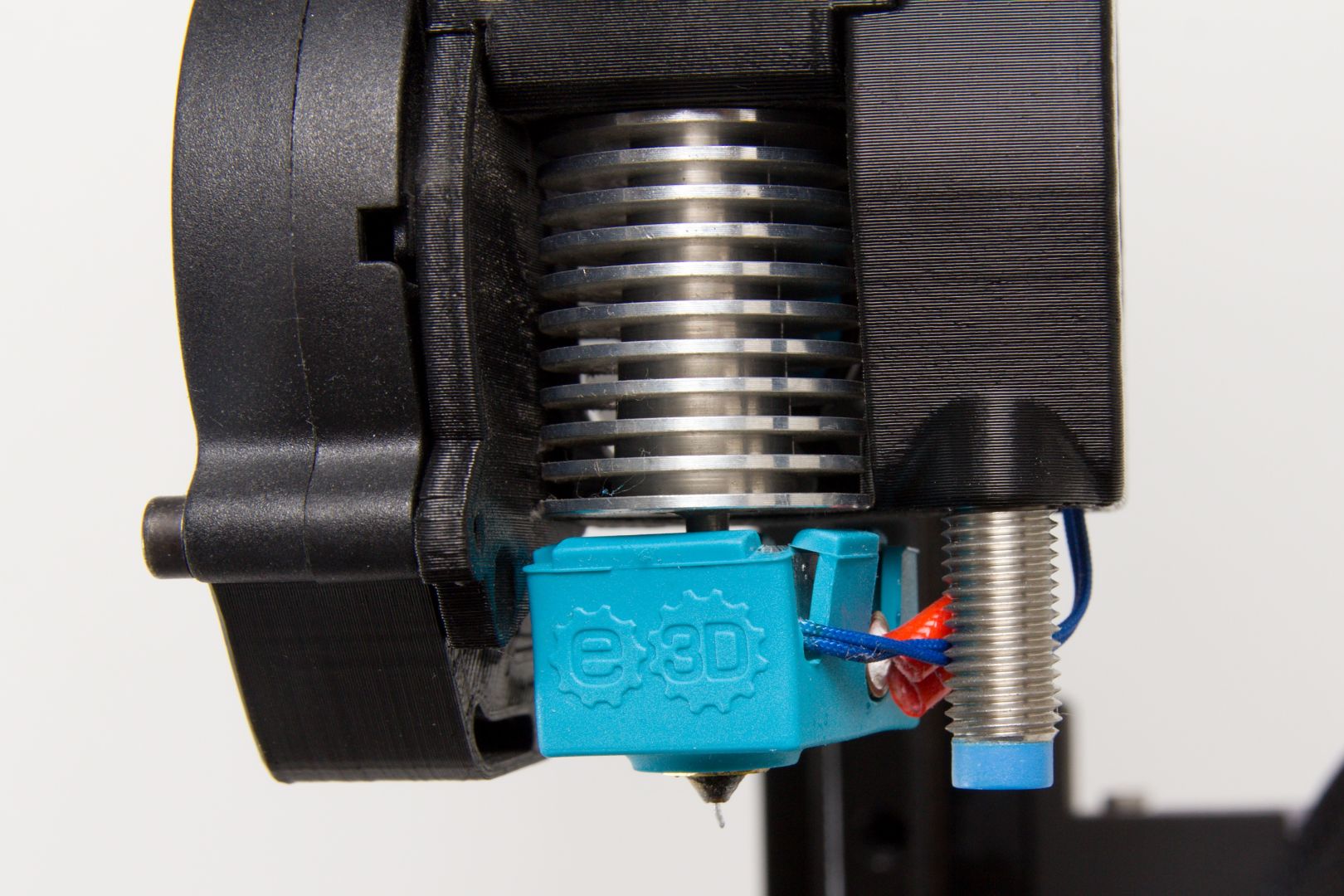
Postupujte podle návodu v kapitole Filament protéká nad topným blokem. Po vyjmutí hotendu srovnejte pootočení bloku a vraťte dle stejného návodu hot end do tiskové hlavy.
Jak vytáhnout bowden z Titan extruderu
Proveďte Vyjmutí filamentu včetně zchlazení tiskové hlavy. Dále odstraňte modrou vidlicovou pojistku u extruderu.

Zatlačením na černý pojistný kroužek uvolněte a následně vytáhněte bowden. V tomto místě lze na pojistný kroužek zatlačit kleštěmi či prsty.
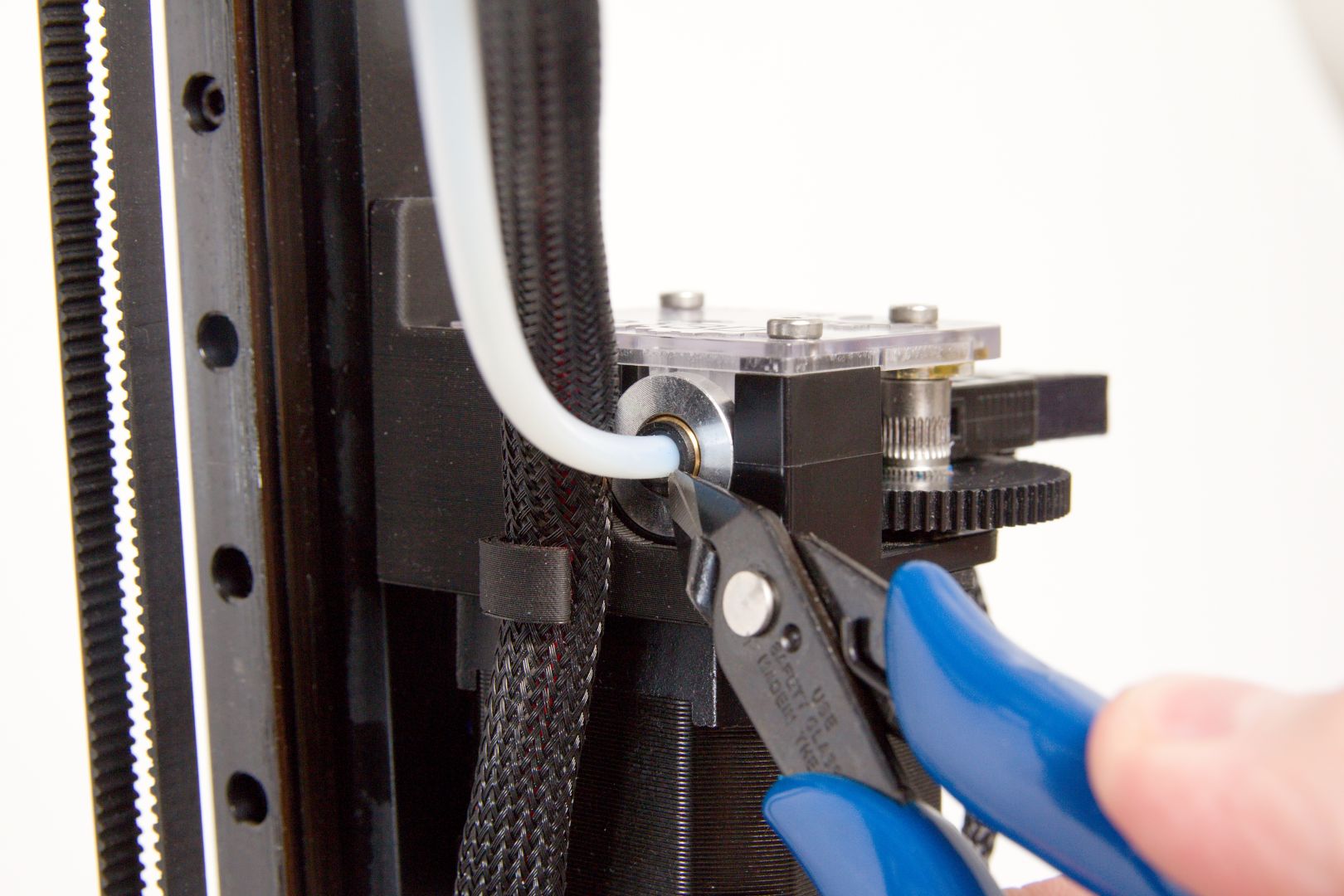

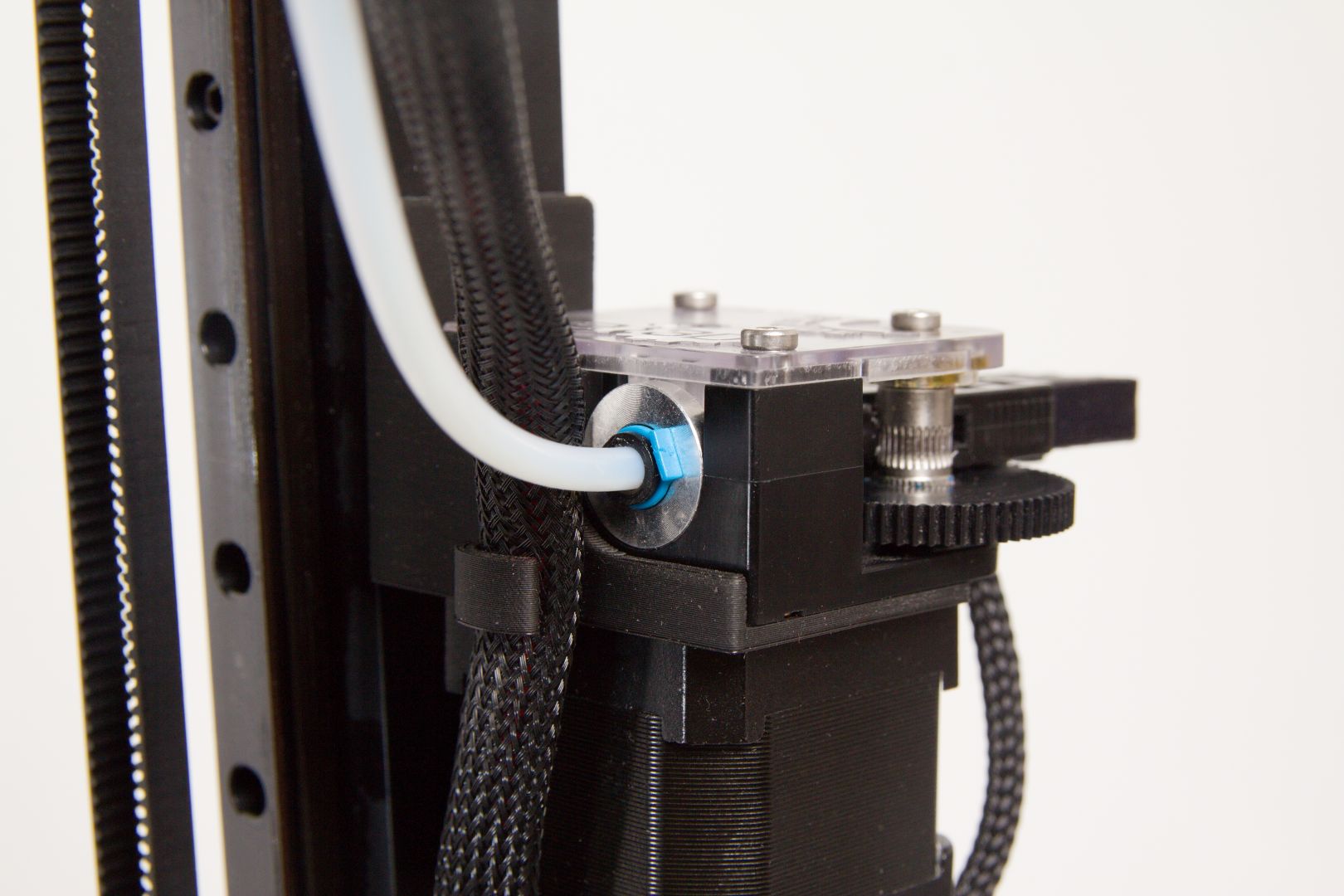
Jak vytáhnout bowden z tiskové hlavy
Proveďte Vyjmutí filamentu včetně zchlazení tiskové hlavy. Dále přiloženými kleštěmi zatlačte na černý pojistný kroužek, při zatlačení se uvolní přítlak na bowden.

Vytáhněte bowden z tiskové hlavy.
Pro vrácení bowdenu stačí tento zasunou zpět do tiskové hlavy (již není nutné přidržovat pojistný kroužek).
První vrstva má příliš nízkou přilnavost
Pokud vyloučíme nevhodné teploty tisku, pak nejčastějším problémem bývá špatně odmaštěná podložka. V takovém případě proveďte důkladnou přípravu podložky podle návodu Předtisková příprava podložky.
Pokud problém není vyřešen, může se jednat o příliš vysokou první vrstvu. Materiál se při tisku první vrstvy nedostane do dostatečného kontaktu s podložkou a nedrží na svém místě.
Pro změnu výšky první vrstvy následujte postup pro úpravu stávající hodnoty „Z probe height“.
První vrstva má příliš vysokou přilnavost
První možností je, že jste použili materiál s extrémní přilnavostí k PEI podložce (PET-G, CPE) bez vhodného ošetření podložky. Prosím věnujte pozornost postupům popsaným v kapitole Předtisková příprava podložky.
Druhou možností je příliš nízká první vrstva. Řešením je první vrstvu zvýšit. Postupujte podle návodu v kapitole První vrstva má příliš nízkou přilnavost, pouze s tím rozdílem, že k hodnotě Z-babystep budete hodnotu přičítat a hodnotu Z-probe-hgt snížíte o stejnou hodnotu, jakou jste v Z-babystep přidali.
Na podložce se vyskytují bubliny nebo světlá místa
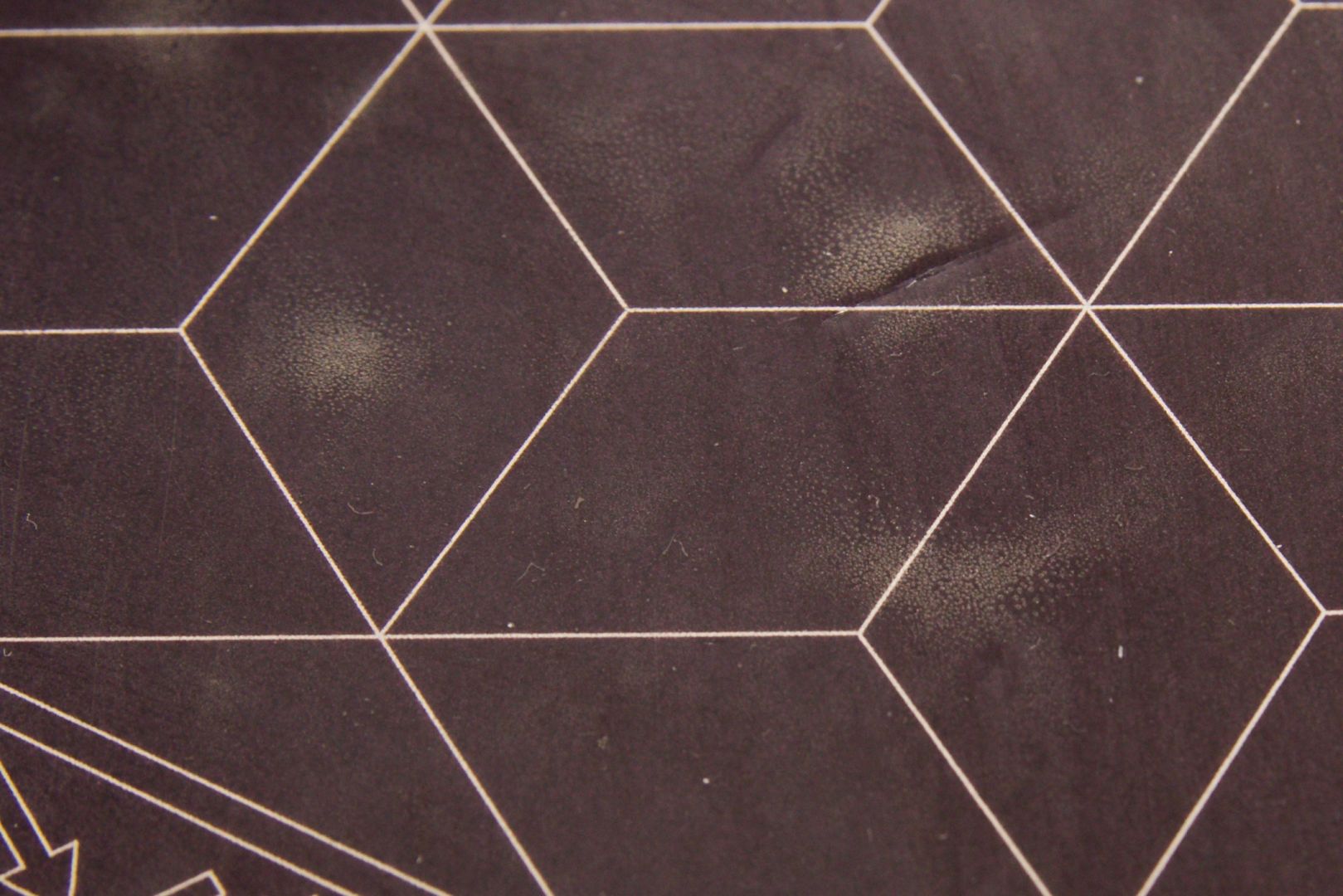
Jedná se o přirozeně se vyskytující bublinky lepidla, které se objeví po zahřátí a zejména opakovaném tisku na stejném místě. Při správném používání tiskárny dle manuálu se jich netřeba bát, po nějaké době zmizí.
Poškozený povrch podložky
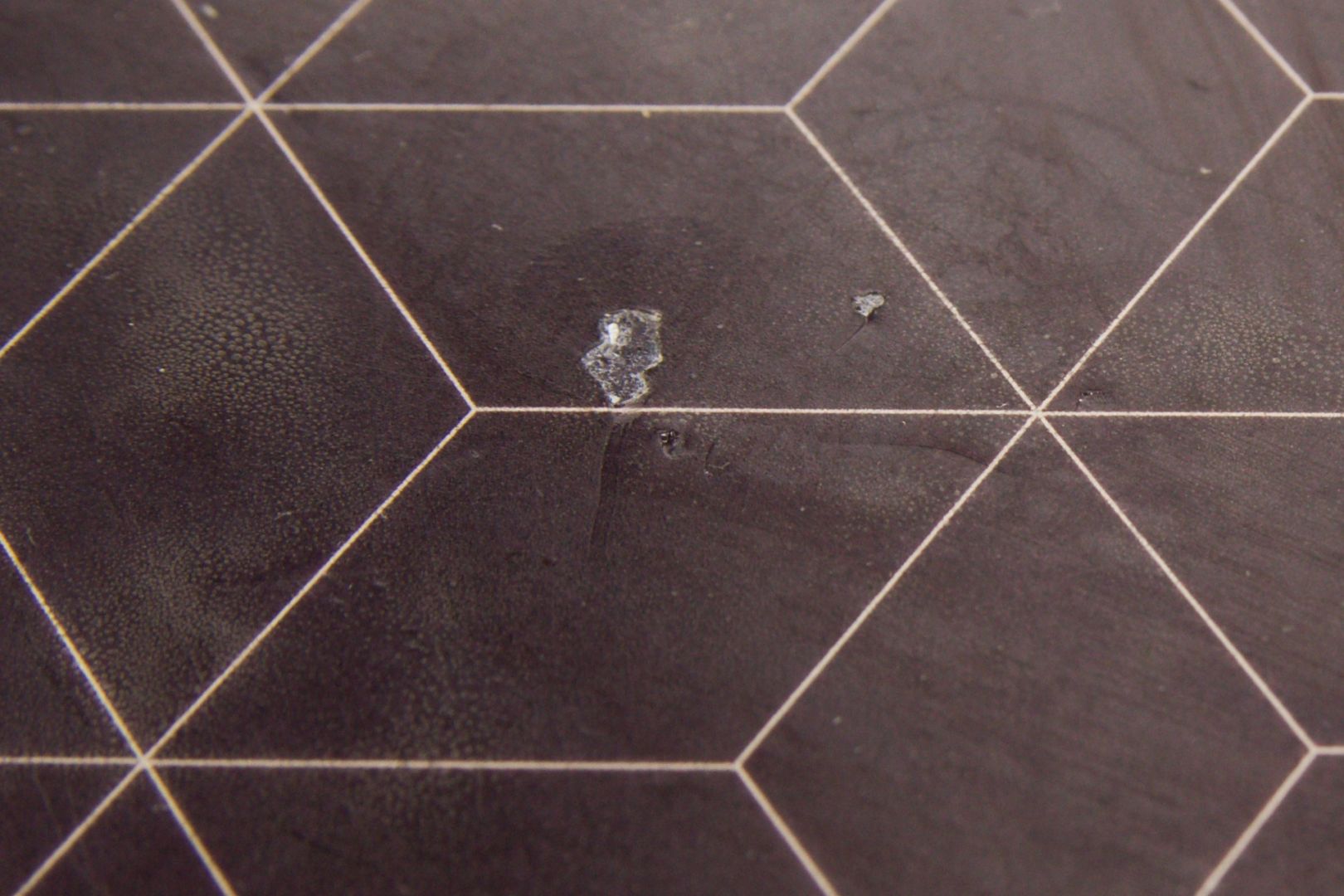
Malé oděrky a vrypy do PEI podložky nebrání používání tiskárny. Při větším množství nebo při rozsáhlejším poškození kontaktujte naši podporu pro výměnu podložky.
Tisk se zastavil a hlásí Check filament
Postupujte dle kapitoly Chybějící filament a zavedení nového.
Zastavení tiskárny během tisku (např. špatný model)
Nejrychlejší ukončení tisku je pomocí resetovacího tlačítka. Následně po resetu tiskárny zmáčkněte ještě třikrát ovládací kolečko, abyste umístili tiskovou hlavu do pozice home.
Upozornění: Nevypínejte tiskárnu ihned po zastavení tisku. Je nutné nechat zchladit tiskovou hlavu.